第二次大戦前、高空でちゃんと高出力が出せる水冷エンジンを作れる国はイギリスとドイツだけでした。日本はドイツからそのユニークな設計で知られるダイムラーベンツDB600シリーズに目をつけ、ライセンス生産しました。技術者の中には日本の技術では時期早々だ。同じドイツでもユンカースのユモシリーズをライセンスすべきだという意見もあったのですが、コンパクトで高出力だったことからDB600シリーズに決定されてしまいました。
このエンジンの設計では、大きな荷重はマスターロッドのローラー軸受けで受け、副ロッドの軸受け部は揺動荷重だけであるので設計は楽になり、全体としてコンパクトな設計が志向できる優れたものです。また、ローラーはスキュウ運動、即ち不規則な首振り運動を防止するために長いローラーを避けて三列にし、適切なクラウニング(端部の円み)を施し、これを押さえるケージは回転方向を配慮した油穴が適切に設けられています。
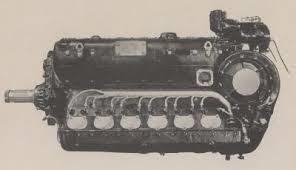
これを日本で国産化したハ40エンジンは「飛燕」戦闘機に搭載されましたが、生産技術が追いつかず、出力向上型ハ140で生産は遅延、首のない機体が工場に並んでしまいました。
戦後、このエンジンの部品を保管していた「かがみがはら航空宇宙博物館」と光洋精工(株)の協力で調査が行われました。ケージも含め、各部の加工精度の大半は今日でも通用する立派なものでしたが、最も重要なローラーの精度は測定部品の経歴が不明であったので、エクスキューズはあるものの、落第でした。そして、これが当時、現場をわずらわしたクランク軸のかじりの大きな原因のひとつであったことが確認できました。
測定品の真円度は10~20μ(マイクロ)、円筒度は18~26μで、これらは今日のJIS規格、G1クラスではそれぞれ0.5μ、0.8μとなっています。転がり接触面の潤滑油による油膜の厚さは高負荷の場合おおよそ1μと言われており、この測定品の精度では工場出荷前に不具合が出てしまった事が想像されます。
日本の転がり軸受けの技術は材料面、加工面共に戦後急速に発展し、例えばコンピュータの固定ディスクや家庭用VTR用の玉軸受けの真球度は0.05μ以下というJIS規格にもISO規格にもない超高精度の量産が可能になっております。